-

东莞市捷海纳数控设备有限公司
主营:数控加工中心,龙门加工中心,模具硬轨加工中心,零件高速线轨加工中心,高速钻孔攻牙机,高速数控石墨雕铣机

东莞市捷海纳数控设备有限公司
主营:数控加工中心,龙门加工中心,模具硬轨加工中心,零件高速线轨加工中心,高速钻孔攻牙机,高速数控石墨雕铣机 10
10

VMC1160立式加工中心详情
主要性能和特点
高刚性、高精密主轴:采用中国台湾罗翌主轴BT40,。
(1)主轴电机采用直连式传动,可大幅减低传动噪音及热量产生。
(2)主轴采用精密级NSK/FAG轴承,高速、高精密,转速可达8000r/min。
(3)主轴箱体采用配重铁或氮气平衡杠配重,配重更可靠、稳定。使主轴在高速运转时,避免产生共振现象,确保的加工精度。
3、采用中国台湾上银高精密、高强度滚珠丝杠。采用进口高精度锁紧螺母,滚珠丝杠经预拉伸后,大大增加了传动刚性并消除了运动时产生的热变形影响,因而确保了机床的定位精度和重复定位精度。
4、X、Y、Z轴采用原装中国台湾上银滚柱重载导轨,线轨滑座为加宽加大处理。滚珠重载线轨可以满足客户速度快、精度高的要求外,还可以强力切削,同时也增加机床导轨的使用寿命等特性。
6、机床配有密封式导轨防护罩,有效的保护导轨和丝杠,延长其使用寿命。
7、当机床配立体式全防护时,机床在强力切屑时保证不震动。(外形客户可根据自己要求选择样式)
8、采用先进的FANUC操作数控系统,伺服电机采用先进的值编码器与电机,确保了控制系统的稳定性高、速度快,表面光滑,精度高等优点,具备了制造模具应有的功能及机加工能力。
9、配有系统控制油路系统:采用我们*创的主动式油压供油系统:由操作系统直接控制,按照运动需求自动分配供油,精确控制供油部位与油量,大大降低了润滑油的浪费又避免了由于润滑油而污染冷却液的情况,较大的延长了冷却液的使用时长又保证了供油的均衡与润滑。
10、电气柜内的配线皆符合国家电气安全规范,确保控制系统运转时不受外部干扰。更好的保证生产安全。
11、高精度螺距补偿,各传动轴均采用高精度激光镭射进行检测优化补偿使各轴定位精度更加准确,更适合加工高精度的零件。同时采用先进的球杆仪优化分析处理,保证机床在做圆、曲面加工时的精度。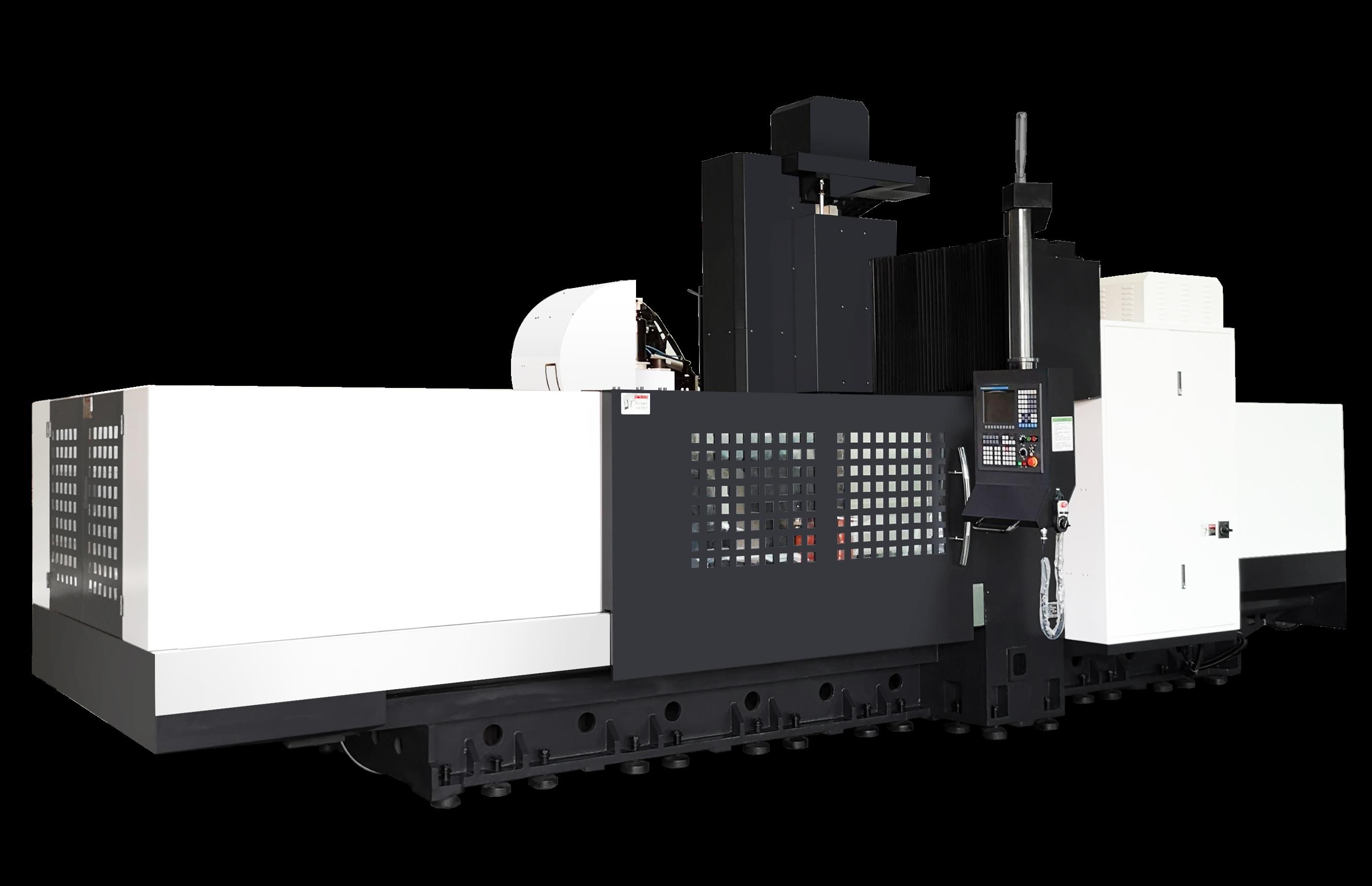
精度按JB/T8771.2-1998《加工中心 检验条件 *2部分:立式加工中心几何精度检验》和JB/T8771.4-1998《加工中心 检验条件 *4部分:线性和回转轴线的定位精度和重复定位精度检验》制造和验收。
定位精度可达:±0.01 重复定位精度可达:±0.005
标准配置
1、 中国台湾主轴单元8000rpm;
2、 数控系统选配。集中自动油润滑;
3、 全防护钣金护罩;
4、 水冷却
5、 吹气冷却。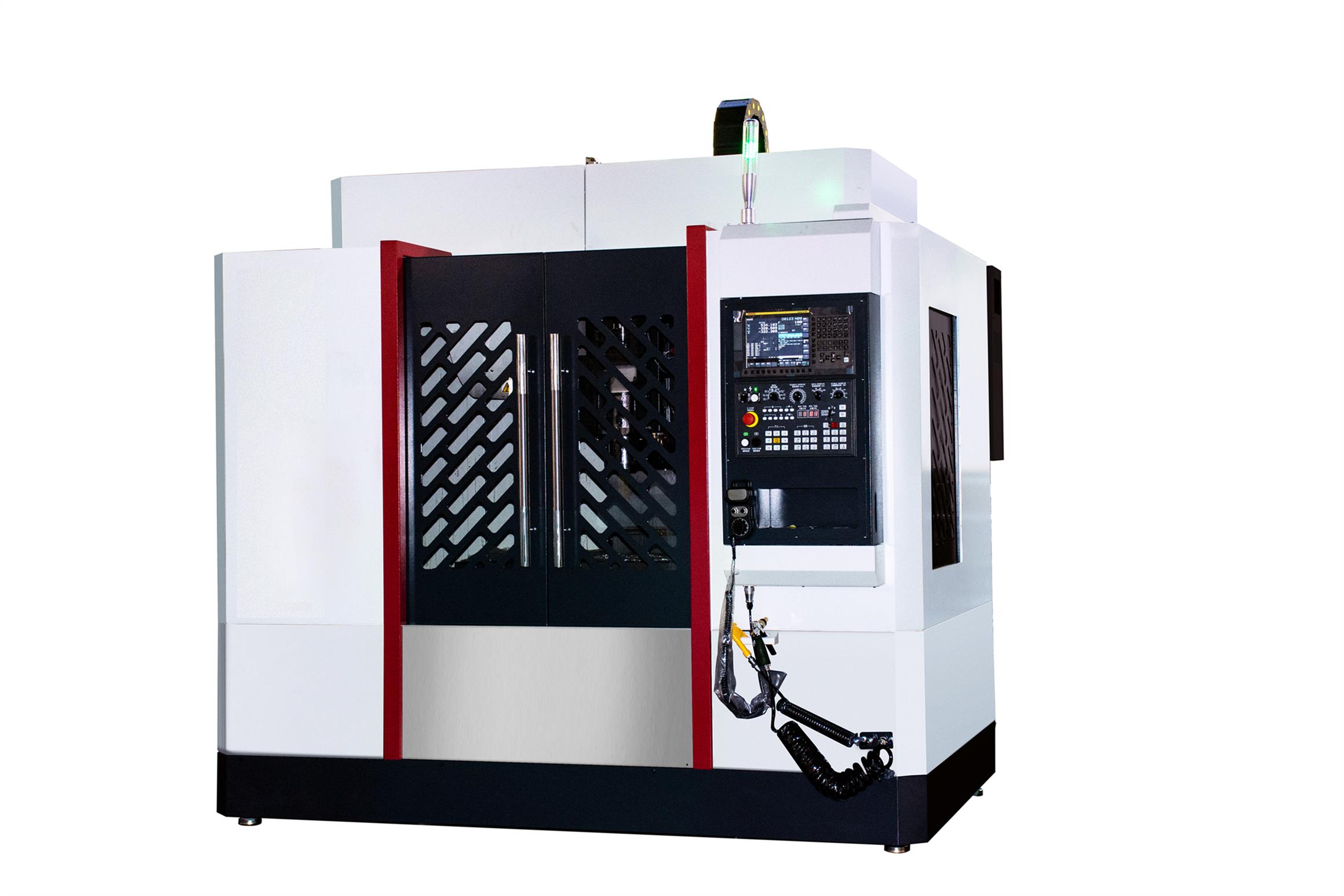
主要技术参数
1)采用国产C3级加工中心级丝杠
2)精密丝杠轴承
3)进口精密丝杠锁紧螺帽
4)8000转BT40主轴。
5)喷塑半防护外罩
6)国产润滑系统 照明系统,冷却系统
7)全套气动吹气系统
8)三相不锈钢防护
9)原装3.5T打刀缸
10)全树脂砂铸件,经多次人工时效处理
标准配置
1、 主轴单元8000rpm
2、 数控系统:KND1000Mc;
3、 主轴伺服电机:转速8000rpm,功率.5.5/7.5Kw,扭矩35Nm;
4、 三轴进给电机:X/Y 130ST-M06025,扭矩6 N.m(1.3kw),
Z 130ST-M077 25Z,扭矩7.7 N.m(2.0kw)带失电制动器;
5、 中国台湾12把斗笠刀库;
6、 中国台湾直线滚动导轨;
7、 刚性攻丝;
8、 移动手脉;
9、 集中自动油润滑;
10、 Z轴配重系统;
11、 外置冷却系统及水箱;
12、 气冷
13、 简易油水分离装置;
14、 全防护钣金护罩及导轨护罩;
15、 调整垫铁套;
16、 管状工作灯、警示灯;
说明:因配置、特殊定货、数控系统的不同和产品的不断完善,会影响部分技术参数指标,定货时请依据实际情况核实,不便之处,敬请谅解!
高刚性、高精度的结构设计
主结构铸件采用高品质的米汉纳铸铁,组织稳定,*确保品质。
铸件经由有限元素分析法电脑计算分析,合理的结构强度及加强肋的搭配,提供机械之高刚性。
三轴采用线轨支撑,可支撑重负荷,快速移动,确保定位精准。
底座宽式,支柱为箱型结构体,鞍座加宽加长,重荷全支撑设计,结构坚实,可确保加工时之重负荷能力。
主轴头内以肋骨强化结构,主轴头与立柱接触长度比率适当,提供主轴之稳固撑。